Do You Pull or Push With a Stick Welder? Beginner’s Guide
One of the most basic things you need to know about stick welding (SMAW) is if you pull or push the rod when you weld.
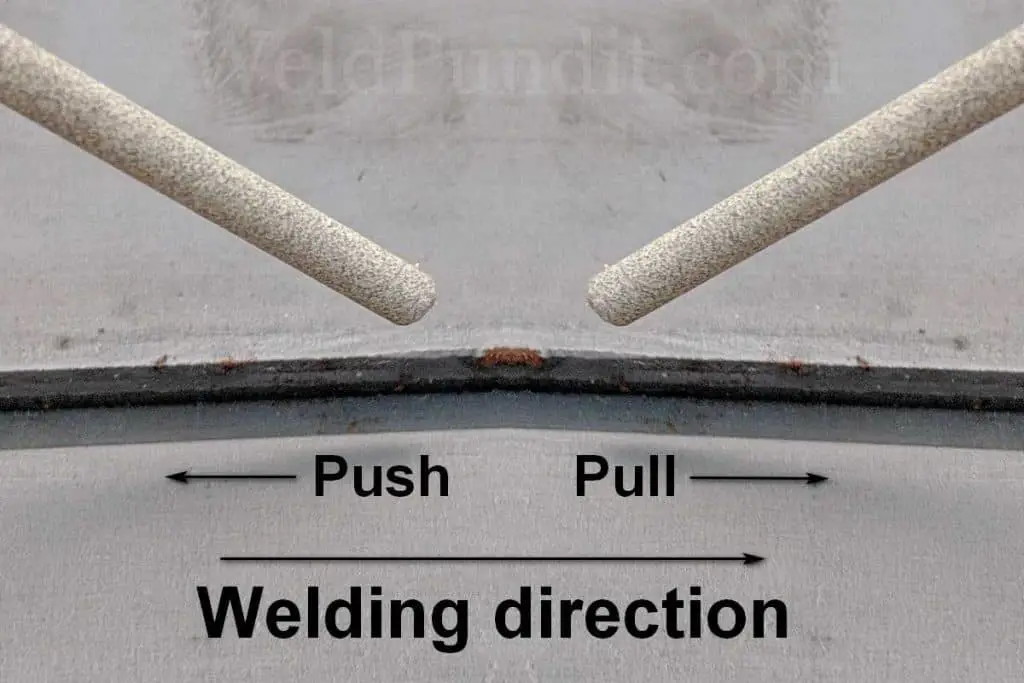
When stick welding, you pull the rod away from the welding puddle at the correct angle and speed. The rod points into the puddle, not away from it. A better term for pulling the rod is backhand welding.
But let’s see why it is necessary to pull (or drag) the rod, the correct angle and travel speed, what happens if you push it, and one exception to this rule.
Why do you pull the rod when stick welding?
The main reason you pull the rod is to push back the slag material that exists in the puddle. Furthermore, the arc achieves deeper penetration, and you have better puddle and bead visibility.
Stick welding uses a rod covered with flux material. When the rod burns, slag (molten flux) travels through the arc and goes into the puddle.
In the puddle, the slag cleans the molten metal. After that, the slag needs to stay separate and behind the puddle. After that, it will start to rise and solidify on the surface.
When you pull the rod, you point it on the puddle at an angle. This way, the arc forces the slag behind.
If that doesn’t happen, you can end up with slag inclusions. These will prevent good fusion between the filler metal and the base metal, resulting in a weak weld.
Another benefit is that the arc melts the base metal at a higher rate for deeper penetration and overall fusion, something that stick welding is well known for. But this makes stick welding thin metals hard.
Furthermore, when you pull the rod, you can see what is going on in the puddle. For example, how the arc melts the workpiece, and how the molten metal and the slag flow.
If you use rutile rods such as E6013, the slag doesn’t stay behind very well. As a result, rutile rods don’t offer a clear view of the puddle.
Finally, you also have good bead visibility. You can see the amount of buildup, the shape, the heat input, the cooling down rate, and so on.
Why don’t you push the rod?
You don’t push the rod because you cannot control the molten slag. Pushing is suitable for the MIG and TIG welding processes that don’t use flux material and don’t have slag in their puddle.
Pushing the rod is also called forehand welding. Here you point away from the puddle and towards the direction of welding.
If you could push the rod without defects, you would have:
- Better joint visibility that would help you to stay on the right path.
- The final bead would be wider, shorter and it would look better.
- Finally, less penetration that’s suitable for thinner metals.
What is the correct angle when pulling a stick rod?
To ensure that the slag stays behind while pulling the rod, you must use the correct traveling angle.
The correct angle to pull a stick rod is 10-20 degrees from vertical. But if you use rutile rods such as an E6013, then a 20-30 degree angle would be more helpful to keep the slag back.
The flux of rutile rods produces a smooth arc that cannot force the slag where it needs to be.
If you point the rod perpendicular to the workpiece, you risk mixing the slag with the molten metal.
What is the correct travel speed when pulling a stick rod?
Pulling the rod with the correct traveling speed is vital if you want to get the best results.
When pulling the rod, the correct traveling speed is when the arc stays in the leading 1/3 of the puddle. If the arc covers more of the puddle surface, then you travel too slowly. If it covers less, then you travel too fast.
If you use a basic rod, you can clearly see the slag staying behind in the puddle. This makes it easy to keep the arc at the correct spot and ensure you run at the correct speed.
But if you use a rutile rod, you will see that the molten slag and metal don’t stay separate. This will make it harder to position the arc.
When can you push a stick rod?
There is one exception where you don’t pull the rod.
When stick welding, you always push the electrode when going upwards in the vertical position. Here things change, and pushing the rod is technically sound. It offers deeper penetration and fewer defects such as slag inclusions and porosity.
In the vertical position, gravity drags the puddle downwards, which makes welding difficult. When you weld upwards, the molten metal and the slag stay on the previously solidified material. This counters the negative impact of gravity and allows you to build the bead.
When welding vertical up, pushing offers deeper penetration, unlike other welding positions.
Vertical up is very slow and inputs more heat in the workpiece. Also, heat travels toward the welding direction (up). Finally, heat travels upwards by nature.
The previous three parameters combine, making the workpiece hotter. That’s like welding with a higher amperage, offering deeper penetration.
One disadvantage of pushing the rod when going vertically up is that you can burn through a thin workpiece. Vertical up is preferred for 1/4″ (6.4 mm) and thicker.
To prevent this, you can pull the rod going downwards. This is the vertical-down position and allows fast traveling speeds. This prevents burning through the metal.
But gravity makes it harder to prevent the molten slag from running ahead and interfering with the puddle. Vertical down has a high slag inclusion risk.
In a nutshell
Pulling the rod when stick welding is necessary to control the slag material in the puddle. If you try to push the rod, then you will have to deal with welding defects. You push the rod only when welding vertical up.
More WeldPundit articles
Can You Hold the Electrode While Stick Welding? When and How-To.
What Is the Easiest Stick Welding Rod to Use?
Is Stick Welding Easy or Hard to Learn? And How Long It Takes.