What Is High-Frequency Ignition in TIG Welding? Do You Need It?
If you are new to TIG welding, you should know about the advanced feature called high-frequency (HF) ignition that comes with many modern machines.
High-frequency ignition is a technology to start the welding arc at a distance without touching the tungsten electrode to the joint. This prevents damage to the tungsten and puddle contamination. It is the most advanced ignition method, offering the best productivity and bead quality.
Below you can find detailed information on how HF ignition works, its advantages and disadvantages, how to use it, safety concerns, and when it’s necessary. Plus, the difference between HF and touch-HF ignition.
This article is about the high-frequency arc start, not the dedicated AC frequency control you use alongside AC balance when you run the bead.
Table of Contents
- How does high-frequency ignition work?
- Advantages of HF ignition
- Disadvantages of HF ignition
- How to start the arc with HF Ignition?
- Do you need HF ignition to weld aluminum?
- Safety concerns about HF ignition
- What is the touch-HF ignition?
- Conclusion
How does high-frequency ignition work?
In the past, TIG welders started the arc by touching the tungsten tip on the metal. This creates a short circuit and the first sparks that start the arc.
There are two ignition methods using a short circuit:
- The scratch start, where you scratch the tungsten on the joint similar to stick welding. This contaminates both the tungsten and the bead.
- The Lift-TIG where you touch the tungsten on the joint and as you lift it to the desired position the arc starts. This one decreases contamination but doesn’t eliminate it.
The short circuit is necessary because the air is an efficient electrical insulator. The normal low-voltage current between the tungsten and the joint (typically 60–80 volts) cannot jump between the air gap without touching.
However, touching the metals creates many problems described later in the article.
To avoid these problems, many expensive welding machines, have a built-in component capable of creating a high-frequency (HF) and high-voltage current.
The HF component increases the welding frequency up to 10,000,000 Hz (10 MHz) and the voltage up to 11.000V (11KV). At the same time, the amperage drops to a tiny value.
The high-frequency current is capable of passing through the air gap between the tungsten and the workpiece. As a result, the argon shielding gas will break down (by ionization), forming a new gas that is an electrical conductor. After that, the normal welding current passes through, forms the arc, and starts melting the joint.
The HF component is mostly found in TIG machines that deliver alternating current (AC) for aluminum.
It’s worth mentioning that some older AC TIG machines had a control to switch on or off the HF current when welding the joint. That’s because the HF current stabilizes the AC arc every time the two polarities (DC+ and DC-) switch.
However, modern inverter TIG welders use a modified AC current (square wave) that changes polarities with minimal power loss. This way they don’t need the help of the HF component after starting the arc.
When you use DC current, the high-frequency current only starts the arc. This is what you want when welding carbon steel and stainless steel.
You may encounter external units that attach to TIG machines, so they can weld with HF ignition and stabilization for aluminum welding.
Advantages of HF ignition
High-frequency ignition solved many problems that occur when you start the arc:
- HF ignition keeps the tungsten free from contamination. If you touch the tungsten on the metal, particles will stay on it. When the arc starts, the particles will fuse with the tungsten. As a result, you will not have a focused arc, and you will stop to resharpen the tungsten tip.
- There is no chance to stick the tungsten on the joint. This saves you the trouble of breaking the tip and resharpening from scratch.
- The tungsten will last longer since you don’t need to resharpen it often.
- You don’t contaminate the puddle with tungsten, resulting in clean tungsten-free beads. If you weld a critical joint, a high-quality aluminum or stainless steel bead, you don’t want tungsten inclusions in it. To correct this mistake, you must remove the bead and reweld it.
- For the same reasons, you don’t create scratch marks on critical welds or good-looking aluminum and stainless steel beads.
- You start the arc when you ensure the correct arc length. There isn’t a time window before the arc starts.
- Finally, the HF ignition is very easy to stop and restart. You simply position the torch at the correct arc length and let the current flow. Hot tungsten is much easier to stick on the joint when you use the touching methods.
Avoiding sticking the tungsten, puddle contamination, and scratch marks are critical and the only allowed way when dealing with critical welds, food containers, etc.
Disadvantages of HF ignition
However, every method invented to solve specific problems introduces new ones:
- Since HF is an additional and advanced component, the welding machine will cost a lot of money. Also, if the HF component malfunctions, it would be expensive to replace.
- High-frequency currents can affect electronic devices at a close distance. A simple example is radio, screen, or CNC machines. A critical example is pacemakers. People with pacemakers should ask a medical expert before using HF ignition.
- In environments with sensitive high-tech equipment, you may not be allowed to use HF start.
- You cannot use long TIG or clamp leads because HF current has an increased voltage drop. This can lead to arc ignition failures.
To reduce HF interference, place the working (or grounding) clamp on a clean spot close to the joint and establish a short arc length before you start the arc.
How to start the arc with HF Ignition?
As mentioned, HF ignition is easy to use:
- Clean the joint.
- Set the TIG machine parameters for the joint you want to weld.
- Ensure you have selected the HF ignition.
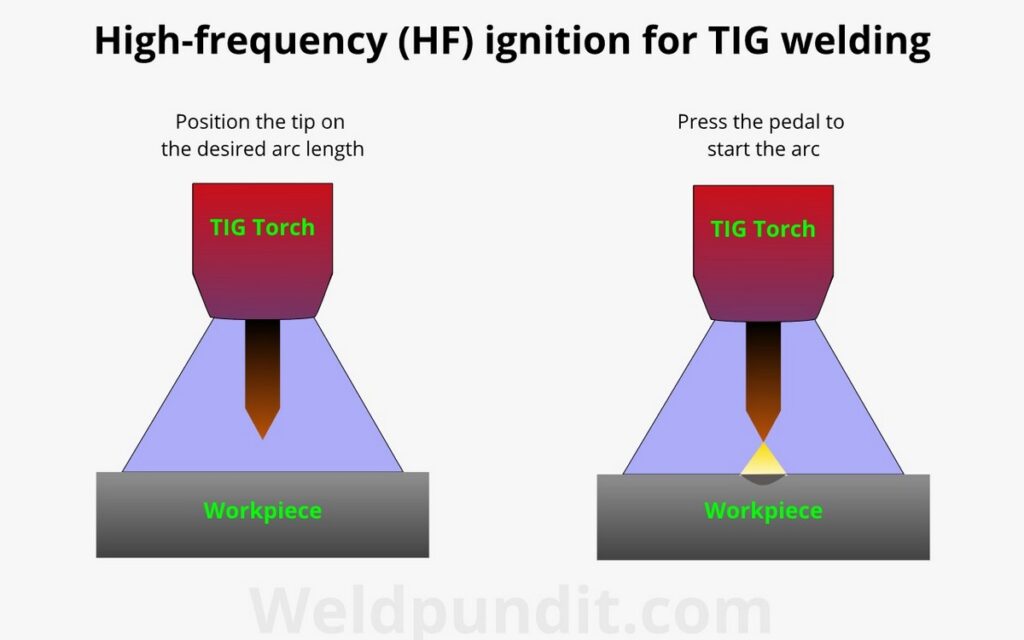
- Position the tungsten tip at the desired distance away from the workpiece. Typically, it’s the tungsten diameter.
- Press the foot pedal or the torch thumb control to let the current pass through and start the arc.
Do you need HF ignition to weld aluminum?
It would not be an exaggeration to say that you need HF ignition for aluminum welding. Aluminum and tungsten are metals you don’t want to touch each other when welding.
- Aluminum pulls the heat rapidly, which increases the chances of sticking the tungsten to the workpiece.
- If aluminum parts stay on the tungsten, they will merge and contaminate it far worse than other metals.
- Finally, you keep the aluminum bead free from tungsten material. This keeps the joint strong and crack-free.
Magnesium is another metal you weld similar to aluminum, and you want to start the arc with HF ignition for the best results.
HF ignition is also necessary for titanium and very helpful for stainless steel. These metals are hard-to-weld and expensive.
For ordinary mild steel, the HF start isn’t necessary. You can use the lift-TIG ignition with great results, or the scratch start with acceptable results.
Safety concerns about HF ignition
Since engineers made the HF ignition able to penetrate the air gap which is a strong insulator, it can also penetrate other insulators. For example, leather, plastic, etc.
As a result, if any part of your body comes close to the tungsten, it may start an arc on your skin even if it is covered.
Although the HF current has an ultra-low amperage, it’s still best to avoid contact with it.
One good practice is to always turn off the machine if you want to change the tungsten or other torch parts to avoid accidental ignition.
If you or another person have pacemakers, you shouldn’t weld with HF before you seek an expert’s advice.
You should keep delicate electronics such as mobile phones away to ensure they won’t be affected.
What is the touch-HF ignition?
The touch high-frequency (HF) ignition is a modified version where you touch the tungsten on the metal. It sounds like going back to Lift-TIG, but the difference is that the arc starts at a specific interval after you lift the tungsten, not while you start lifting it.
Touch-HF is useful when you:
- Don’t have a pedal or torch control to start the arc.
- Need a small torch without controls to access hard-to-reach areas.
- Want to feel the distance you lift the tungsten for improved accuracy.
- Want to weld without a pedal for simplicity.
Conclusion
High-frequency ignition is a modern technology to start the arc at a distance and avoid many problems, especially for aluminum and critical welds.
You find it on expensive TIG machines, but it’s worth the money to avoid the trouble of regrinding your tungsten or removing the bead.