Stick Welding (SMAW) Electrodes Explained (For Beginners)
The welding electrodes’ design offers the simplicity, portability, and versatility of stick welding. However, there are many different ones. After reading this article, you will learn about their characteristics, categories, and uses.
Table of Contents
- What are stick welding electrodes?
- What is the purpose of the wire in a stick rod?
- What is the purpose of the flux covering on a stick rod?
- How does the flux coating help the welding process?
- Stick welding electrode categories by flux composition
- What kinds of stick electrodes are there?
- Welding electrode specifications
- Welding electrode categories by solidification rate
- Handling and storage of stick electrodes
- The amperage of stick electrodes
- Conclusion
What are stick welding electrodes?
Stick welding electrodes are consumable composite short rods with a core of solid metal wire and a covering of flux material. The wire acts as both the electrode and the filler metal for the process. The flux material provides the shielding gases and the protective slag.
Welding electrodes (or rods) come with lengths that range from 9″ (23 cm) to 18″ (46 cm). Their wire thickness range from 1/16″ (1.6 mm) to 3/8″ (9.5 mm). The wire diameter increments are 1/32″ (0.8 mm).
One edge of the electrode is without covering to fit into the electrode holder and conduct the current. The other one has an uncovered tip to start the electric arc.
The core wire composition and the flux covering define the arc’s characteristics and the weld metal’s mechanical and metallurgical properties.
For example, a low-alloy electrode may have a low-carbon steel wire and additional alloying elements in the flux. When the rod melts, they combine, and the bead has the desired composition.
For most jobs, the deposited weld metal is the same as the base metal (or workpiece). However, there are rods that weld workpieces of different compositions. For example, nickel rods that weld cast iron.
If the rod is not meant for welding but, for instance, hardfacing, then the deposited metal can be very different from the base metal.
What is the purpose of the wire in a stick rod?
The first purpose of the rod’s internal wire is to act as an electrode and transfer electrical current.
The wire is called an electrode because it makes contact with the nonmetallic conductor of the welding circuit. This conductor is the plasma gas that the arc (electrical current) passes through.
The other purpose of the rod’s wire is that of filler metal. It melts and provides most of the metal that fills the joint.
The wire also contains a small amount of deoxidizing elements such as silicon and manganese that clean the molten metal from impurities.
What is the purpose of the flux covering on a stick rod?
The electrode’s flux primary purpose is to provide the shielding gases and the protective slag material. The flux is complex and consists of minerals, organic materials, deoxidizers, arc stabilizers, metal powders, and binders.
It is the flux covering that makes stick welding so simple, portable, and versatile. This way, there is no need for external equipment such as gas cylinders, flux or alloy powders, etc.
Why must the flux be symmetrical around the wire?
When welding, the wire is melting for a short distance inside the flux. The flux around the melted wire concentrates and directs the arc. For this, the flux must be concentric, perfectly even, and in excellent condition without cracks.
If the flux is not symmetrical, either from factory error or incorrect handling, the arc will not be stable. It can lose focus, become uneven, and bend to the weaker side.
The results will be reduced gas shielding, an inconsistent bead with swallow penetration, slag inclusions, porosity, etc.
After finishing each bead, the slag has served its purpose and is not needed anymore. You usually remove it right away to inspect the bead.
If you have a multipass weld, you must remove the slag after each bead. Otherwise, it will get trapped in the joint as slag inclusions. If that happens, you must remove the affected area and reweld it.
How does the flux coating help the welding process?
Now let’s see in detail why the flux coating is so useful.
1. Production of shielding gases
A big part of the flux breaks down from the heat and creates shielding gases, mostly carbon dioxide (CO2). Shielding gases isolate the plasma gas, the electrode tip, and the puddle from the atmosphere.
Shielding gases prevent elements such as oxygen and nitrogen from reacting with the molten metals. If they react, they will cause defects, such as porosity or slag inclusions, resulting in weaker joints.
If defects appear, you should remove the bead and weld it again.
2. Cleaning the puddle of impurities
In the puddle, there are impurities from both the rod and the workpiece. Things get worse if the workpiece was not cleaned down to the bare metal before welding. Even low amounts of mill scale or rust can degrade a weld.
High amounts of deoxidizers and other chemicals in the flux melt and travel as slag droplets through the arc into the puddle.
In the puddle, slag reacts with impurities and traps them. As the puddle cools, the pressure differences push the slag to the surface.
3. Provides elements to stabilize the arc
Other chemicals in the flux improve arc stability. For example, when welding with alternating current (AC), the arc tends to extinguish between the current cycles. Flux that contains potassium creates a plasma gas that lasts longer and sustains the arc.
4. Concentrates the plasma jet
At the rod’s tip, the wire melts within the flux for a very short distance. This leaves the flux around intact in the form of a crater. Within this crater, the energy density is much higher than outside of it.
These pressure differences propel the plasma gas forward in a straight axial direction. A strong plasma jet (or arc force) helps to weld out of position and offers deeper penetration.
5. Protects the bead’s surface
The slag that concentrates on top of the bead keeps protecting it from the air until the temperature drops low enough to avoid oxidation.
6. Improves the appearance of the bead
The slag allows the bead to cool at lower rates. Slower cooling results in a better-looking and smoother bead. The thicker the slag is, the higher the insulation and the better the appearance.
7. Stabilizes the weld metal in out-of-position welding
The slag also helps when welding out of position. It holds the molten metal in place until it solidifies.
8. Increases the productivity
Some coatings contain 10-50% iron powder that acts as additional filler metal. This addition increases the metal deposition rate and the traveling speed. As a result, you have an improvement in stick welding’s poor production rates.
9. Provides alloying elements to the weld metal
The coating may also contain various alloying elements to maintain or alter the weld metal composition. For example, molybdenum, chromium, nickel, and vanadium.
Stick welding electrode categories by flux composition
Depending on the dominant chemical material in their flux, electrodes show different behavior and divide into three categories:
1. Rutile rods

The largest part of these rods’ flux consists of a mineral called rutile (or titania). Popular rutile rods are the E6013, E7014, and E7024.
Rutile rods have many pros:
- Rutile makes them the easiest to weld with. Their arc starts and restarts without problems.
- They produce little spatter.
- The bead is good-looking with a slag covering that is easy to clean.
- Their arc has light penetration, making them the best for welding thin metals.
- Rutile generates fewer fumes compared to the other flux types.
- Every stick machine can burn rutile rods.
Now let’s see their cons:
- The main disadvantage of rutile rods is that they offer poor puddle visibility. In the puddle, the slag and the molten metal don’t distinguish very well from each other. So you can’t control the puddle as well as with the other types.
- They require a somewhat clean joint and cannot tolerate high amounts of dirt.
- They also contain a small amount of organic matter. This releases hydrogen which makes these rods not suitable for projects with cold cracking risk.
- Slag inclusions are more often with these rods, especially when welding vertical down.
2. Cellulosic rods

These rods have a flux covering that contains a high amount of cellulose, around 30%. Cellulose is an organic matter that comes from plant fibers. Popular cellulosic rods are the E6010 and the E6011.
Cellulosic rods have many pros:
- Cellulose has a high amount of moisture. When it burns, it releases a lot of hydrogen. This gas helps to create a powerful arc that gives intense penetration.
- The gasses from cellulose are “explosive.” This offers excellent coverage and protection for the molten metal.
- This flux creates low amounts of slag. As a result, the weld metal freezes fast, making these rods excellent for all-position welding.
- The previous advantages make cellulose rods ideal for welding open-root pipe joints.
- Their deep penetration makes them the best rods to weld dirty workpieces.
But they also have many cons:
- The high amount of moisture in the flux increases the risk of cold cracking. However, welders cope with this by controlling the heat until the hydrogen can escape.
- Their aggressive arc makes these rods hard to weld with.
- Their forceful gasses result in a concave bead and create more sparks, spatter, and fumes.
- The slag on the bead is sticky and needs effort to remove it.
- They require a high Open Circuit Voltage (OCV) to start the arc. Furthermore, most inverter welding machines cannot run E6010 rods.
3. Basic or Low-Hydrogen rods

Basic rods have a flux that contains 30% limestone mineral and 20% of fluorite mineral. Popular basic electrodes are the E7018, E7016, and E7028. This type has two differences from the previous ones:
- These rods are called basic because they contain materials with an alkaline (basic) behavior. They don’t contain any cellulose or rutile materials that are acidic. As a result, basic rods clean the weld metal, resulting in stronger joints.
- They are also called low-hydrogen rods because they don’t contain materials with high hydrogen levels. Furthermore, they are baked at high temperatures to lose their residual hydrogen.
Basic rods weld hydrogen-sensitive hardened steel or steel that might harden as it cools down.
If hydrogen stays in welds of hardened metals and they take stress, they will crack. That can happen even after a long time.
The pros of basic flux are:
- Rods with basic flux and low hydrogen content offer crack-resistant welds. They are heavy-duty professional rods made for critical welds, for example, parts of bridges or buildings.
- The final weld metal is very clean with low amounts of impurities. It is tougher, ductile (elastic), and has higher corrosion resistance.
- Basic rods offer excellent puddle visibility. The molten metal and the molten slag stay separate.
- Finally, these rods offer a good-looking bead and an easy-to-remove slag.
Their cons are:
- The gasses of basic flux cannot cover a big area. For example, the backside of open root joins.
- These rods are meant for long continuous beads because it’s hard to stop and then restart the arc. There is also a high porosity risk when you restart these rods.
- To retain their low-hydrogen characteristics, basic rods need complete airtight packaging, strict time periods to weld, and special storage.
- These rods require a high Open Circuit Voltage (OCV) of 70V to start the arc. Affordable machines don’t offer that.
- Even with high OCV, it’s harder to strike the arc than other rods.
- Basic rods cannot give great results if the joint is dirty. They need a very clean one.
- Because of the fluorite content, their fumes are more harmful.
There is another electrode category called acidic, but it is abandoned. Acidic electrodes contain large amounts of iron oxides in their flux, which resulted in weaker weld metal. Acidic electrodes are the EXX20, EXX22, and EXX27.
A table comparing welding rod flux types
| Rutile | Cellulosic | Basic | |
|---|---|---|---|
| Penetration | 5 | 10 | 7 |
| Easy to weld | 10 | 5 | 6 |
| Hard to weld metals | 4 | 6 | 10 |
| Bead appearance | 10 | 5 | 8 |
| Dirty metals | 4 | 9 | 3 |
| High fumes | 6 | 9 | 7 |
| Hydrogen Sensitivity | 7 | 9 | 2 |
What kinds of stick electrodes are there?
There is a crazy number of welding electrodes, perhaps more than 300. There are rods for most metals, but not for all of them.
- The most common rods weld ferrous workpieces, for example, mild steel, low alloy steels, cast iron, and stainless steel.
- There are rods for non-ferrous workpieces, for example, aluminum and copper alloys.
- Rod variations are made for fabrications with demanding service conditions. For example, extremely low or high temperatures, pressures, corrosion, and so on.
- Special rods for underwater welding and demanding military applications.
- Rods to weld dissimilar metals.
- Finally, there are rods not for welding but for other special uses, for example, hardfacing, cladding, cutting, and gauging.
- There are no rods for metals with low melting points, such as lead, because the arc’s heat is too much for them.
- Also, there are no rods for reactive metals such as titanium, zirconium, tantalum, and niobium. That’s because the shielding gases of SMAW are not true inert gases that these metals require.
Welding electrode specifications
The American Welding Society (AWS) classifies stick electrodes according to their chemical composition and/or mechanical properties.
For the most common ferrous metals, the classification includes the welding positions and the current type they support. Each electrode has a designation printed on them.
The low-carbon rods are the most common ones, let’s see what their designation means.
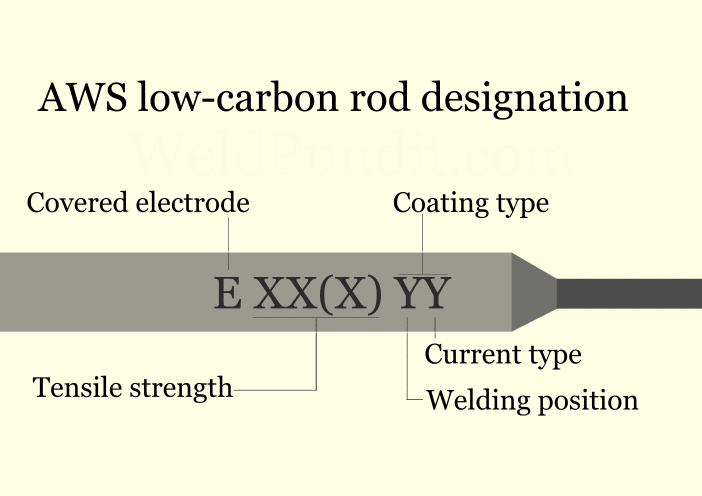
The rod designation starts with the prefix letter E. This, indicates that you have an electrode covered with flux and not a simple wire.
The first two or three digits refer to the minimum tensile strength of the filler metal. Tensile strength is the force a material can withstand when pulled apart before it breaks. The unit of measurement is kilo pounds per square inch (ksi).
Low-carbon steel rods have a typical tensile strength of at least 60ksi (60,000psi) or at least 70ksi. In reality, they have at least 10% higher tensile strength than that.
The second from last digit refers to the welding positions you can weld with the rod.
- EXX1X is for all positions flat, horizontal, vertical, and overhead. However, many rods have difficulty welding vertically down.
- EXX2X is for the flat position and horizontal fillet welds.
- EXX3X is for the flat position only but is obsolete.
- EXX4X indicates excellent results in the vertical down position.
The last digit ranges from 0 to 8 and, in combination with the previous one, indicates a lot about the flux composition, the rod’s penetration, and the current types it supports.
| Designation | Flux material | Current Type | Penetration |
|---|---|---|---|
| EXX10 | Cellulose-Sodium | DCEP | DEEP |
| EXX11 | Cellulose-Potassium | AC & DCEP | DEEP |
| EXX12 | Rutile-Sodium | AC & DCEN | MEDIUM |
| EXX13 | Rutile-Potassium | AC & DC | LIGHT |
| EXX14 | Rutile-Iron powder | AC & DC | LIGHT |
| EXX15 | Low Hydrogen-Sodium | DCEP | MEDIUM |
| EXX16 | Low Hydrogen-Potassium | AC & DCEP | MEDIUM |
| EXX18 | Low Hydrogen-Iron powder | AC & DCEP | MEDIUM |
| EXX20 | Iron Oxide-Sodium | AC & DC | MEDIUM |
| EXX24 | Rutile-High iron powder | AC & DC | LIGHT |
| EXX27 | High iron Oxide-Iron powder | AC & DC | MEDIUM |
| EXX28 | Low Hydrogen-High iron powder | AC & DCEP | MEDIUM |
| EXX48 | Low Hydrogen-Iron powder | AC & DCEP | MEDIUM |
For example, E7024:
- E – it is a stick welding electrode.
- 70 – it has at least 70ksi tensile strength.
- 2 – it welds butt and fillet welds in the flat position, but only fillet welds in the horizontal position.
- 4 – it welds with all current types.
- 24 – the flux has high amounts of rutile mineral and high amounts of iron powder.
Low-Hydrogen suffixes
Low-hydrogen rods such as the EXXX5, EXXX6, and EXXX8 may have suffixes that indicate their diffusible hydrogen content. Furthermore, the suffix may indicate added moisture resistance.
For example, E7018-H4R:
- H4 means it contains a maximum of 4ml of diffusible hydrogen per 100gr of weld metal.
- R means that the flux is resistant to moisture absorption for 9 hours instead of the 4 hours a typical basic rod has.
Here is a Weldpundit article about rod designations of low alloy, cast iron, aluminum, and many others.
Welding electrode categories by solidification rate
Depending on the amount of slag material and the iron content each rod has, it solidifies at different rates. According to the solidification rate, rods divide into three categories.
1. Fast freeze
Fast-freeze rods have a thin coating with cellulose material. The largest part of the coating breaks down to form shielding gasses. Only a small part turns to slag. For this reason, the weld metal solidifies very fast.
These characteristics make them capable to weld in all positions, including vertically down. Their bead has characteristic ripples from their fast solidification.
The most common fast-freeze rods are the E6010 and the E6011.
2. Fast fill
Fast-fill rods may have rutile or basic flux covering. The big difference here is that they contain high amounts of iron powder in their flux, at least 50%. Their flux is by far the thickest.
Fast-fill rods are the most productive ones. They melt very fast and deposit a lot of metal in the joint at high traveling speeds.
Because they take a long time to solidify and wet very well, they give a prettier bead. They are also easy to weld with.
The negative is that they are suitable only for the flat position and for horizontal fillet welds. Also, they require a much higher amperage for the same wire diameter.
Common fast-fill rods are the E7024 and the E7028.
3. Fill-freeze
Fill-freeze rods have a freezing rate between the two previous types. Their flux can be rutile or basic. They are the most common rods and can handle a wide range of welding jobs.
They contain a small amount of iron powder 10-40% to increase their productivity.
These rods can weld in all positions, but many cannot give acceptable results in the vertical down position.
Popular fill-freeze rods are the E6012, E6013, E7014, E7016, and E7018.
| E6010 | E6013 | E7014 | E7018 | E7024 | |
|---|---|---|---|---|---|
| Iron powder | 0% | 0-10% | 25-40% | 25-40% | 50% |
Handling and storage of stick electrodes
The wire of a stick welding rod can rust from exposure to moisture. Rust will interfere with the current flow and add impurities to the weld metal.
The flux material of rods is brittle. With poor handling, it can crack or even chip off. Damaged flux will cause poor shielding gas coverage and make the rod stick to the base metal.
The flux material is hygroscopic. This meant that the flux absorbs and holds moisture from the environment. Moisture will cause defects, for example, porosity or even cold cracking on hardened steels.
For these reasons, you must store and handle each type of rod with care to avoid making faulty welds. And separate from each other to prevent moisture transfer between them.
Basic or low-hydrogen rods contain a low amount of hydrogen. After taking them out of their airtight packaging, you must use them within a limited time to keep their low-hydrogen characteristics.
Depending on the rod’s moisture resistance and the environment’s moisture levels, this limited period might be from 30 minutes to 9 hours.
To store basic rods for a longer time, you must put them in welding ovens.
If you don’t need their low hydrogen characteristics, then moisture protection is not that strict.
Rutile rods are somewhat sensitive to moisture. You can put them in airtight packages and store them in a dry environment at room temperature.
If they absorbed a high amount of moisture, you could use a welding oven to recondition them.
Cellulosic rods contain a high amount of moisture in their flux, around 6%. They need it to work well.
It would be best if you kept them at room temperature and away from places that are too hot and dry, for instance, close to ovens or under direct sunlight.
While they have no problem with the atmosphere’s moisture, they will go bad if they contact water.
There is a more detailed Weldpundit article about how to store stick electrodes with home tips.
The amperage of stick electrodes
All electrodes come with a specific amperage range. This range depends on the wire diameter, the flux type, and if there is additional iron powder in the covering. You must stay within this range to have the best results.
If you set the amperage higher than the rod’s limit, the wire’s resistance will overheat it. The wire will melt too fast, and you will observe changes in the arc’s behavior, especially when you reach the end of the rod. After a point, the rod will turn red.
Furthermore, too much heat will prematurely overheat the flux material. As a result, it will lose its beneficial properties. And after a point, it will break apart.
If you set the amperage lower than the rod’s limit, you will find it hard to start the arc. The rod will give you sparks without a stable arc, it will stick to the workpiece, and you will end up with a scarred surface.
Here is a table with the most common electrodes and their amperage range. Every manufacturer gives a different amperage range for their rods. Always read the packaging to know precisely the amperage range.
Most tables and charts show the amperage for DC+. AC needs a few amperes more.
| 1/16″ 1.6mm | 5/64″ 2.0mm | 3/32″ 2.4mm | 1/8″ 3.2mm | 5/32″ 4.0mm | 3/16″ 4.8mm | |
|---|---|---|---|---|---|---|
| E6010 &E6011 | – | – | 60-90 | 75-130 | 120-165 | 160-190 |
| E6013 | 25-50 | 40-70 | 65-95 | 85-135 | 125-175 | 175-215 |
| E7014 | – | – | 75-105 | 100-150 | 135-200 | 185-240 |
| E7018 | – | – | 70-110 | 90-160 | 130-220 | 170-270 |
| E7024 | – | – | – | 130-160 | 165-225 | 210-290 |
| E308L-16 | – | 25-55 | 50-85 | 70-115 | 95-145 | 135-180 |
| ENiFe-CI | – | – | 70-85 | 85-110 | 110-140 | 120-160 |
| E4043 | – | – | 50-80 | 70-120 | 110-150 | – |
You can also read this detailed Weldpundit guide on how to select a welding rod type and amperage.
Conclusion
Stick welding gains its versatility from the flux around the electrode. The flux provides the shielding gases and the cleaning slag. It also controls the arc stability and the weld metal composition.
The most common welding electrodes are those for mild steel. After that, for low-alloys, cast iron, and stainless steel.
According to the dominant chemical elements, the flux divides the rods into three types: cellulose, rutile, and basic.
Electrodes are also divided into three categories fast-fill, fill-freeze, and fast-fill, depending on the time they need to solidify.
Basic rods need special storage to maintain their low hydrogen content. In contrast, cellulosic rods need protection from dryness.
Furthermore, you must make sure you are using each rod within its amperage range.