How to Weld Aluminum with a Stick Welder: Settings and Techniques
Aluminum stick welding (SMAW) is not the easiest thing to do or the best way for this metal. However, there are times when it’s useful to do aluminum repair or maintenance work with your stick welder. First, let’s see the overview:
You can stick weld aluminum after learning about the difficulties of this metal and the aluminum welding rods. Then you need the proper equipment, joint preparation, settings, and techniques. Key features are cleaning and preheating the joint, a tight arc, and a fast traveling speed.
Welding aluminum with a stick welder is useful in the field because it can weld in windy environments and is quite portable. After reading this article, you will learn more about the difficulties and a step-by-step guide with settings and tips for successful welds.
Table of Contents
- Why is stick welding aluminum difficult?
- Why aluminum stick rods are hard to use?
- 1. Gather the basic welding equipment
- 2. Select the correct aluminum rod
- 3. Remove dirt and the aluminum oxide
- 4. Prepare an aluminum joint
- 5. Set the correct polarity
- 6. Set the correct amperage for your aluminum rod
- 7. Settings of inverter stick welders for aluminum
- 8. It is always recommended to preheat aluminum
- 9. Use the proper rod manipulation
- 10. Let the workpiece cool down slowly and clean the slag
- Conclusion
- Can you stick weld aluminum with an AC welder?
- Is stick welding aluminum strong?
- Can you stick weld thin aluminum?
Why is stick welding aluminum difficult?
Stick welding aluminum is difficult because this metal has properties that make it hard to weld. Furthermore, the required rods are among the hardest to use. These rods stick to the workpiece and their flux coating creates a fluid slag that covers the puddle.
Let’s see in detail why aluminum is hard to weld not only with SMAW but with all arc processes.
1. Aluminum has high thermal conductivity, meaning it absorbs the welding heat rapidly.
When you start welding the workpiece is cold. This makes striking the arc hard and the first section of the bead is crowned without deep penetration.
However, as you weld, the workpiece saturates with heat. After a point, it will be like welding with higher amperage. The bead will be flat, and the workpiece may completely melt at the finishing edge.
2. Another quirk of aluminum is the oxidized layer on the surface. When aluminum contacts oxygen, it forms an oxide that’s exceptionally tough and has a high melting point of 3,762 °F (2,072 °C). Most aluminum alloys melt around 1220 °F (660 °C).
- Often, the oxide causes lack of fusion. This is when areas on the joint don’t melt and don’t mix with the weld metal. This creates a weak joint that can break.
- In severe cases, the underneath metal melts as you weld, but the oxide keeps it in place. When at some point, the oxide layer breaks, and the molten metal creates a mess on the joint.
The oxidized layer creates more problems, explained later in the article. The only way to prevent these problems is to remove the oxidation before welding.
3. The worse defect when you stick weld aluminum is hot-cracking. We call it hot because it happens when the weld metal starts to solidify. The main reasons are:
- The nature of heat-treated aluminum alloys such as the 6061. 6061 in the molten state forms various compounds that have different melting points. They solidify last at the bead’s centerline and crack.
- Hot cracking also happens because aluminum is a soft metal with low tensile strength (resistance to pulling force). When it solidifies, the strong shrinkage forces crack it.
4. Another serious issue is that all aluminum alloys become weaker around the joint after welding.
This is unavoidable and more severe on heat-treated alloys. Stick welding creates an aggressive arc that worsens the problem. Preheating and fast traveling speed, counter the issue.
5. It’s easy to blow through thin aluminum. That happens because thin metals quickly saturate with heat and in combination with the low melting point, the aggressive arc easily melts them.
6. The most common aluminum defect is porosity. Porosity is numerous voids in the bead formed primarily by hydrogen. Because aluminum solidifies fast, hydrogen trapped in the weld metal cannot escape fast enough and forms those voids.
Often porosity is hidden inside the bead, making the joint weaker. Hydrogen sources are poor gas shielding, grease or oil on the workpiece and the rod, and moisture in the oxidized layer.
7. Because aluminum expands fast at high temperatures, it’s easy to warp by the pressure differences between the hotter and the colder parts.
Why aluminum stick rods are hard to use?
Now, let’s see why aluminum rods make welding much harder than steel.
Aluminum rods are tough to use because they need precise manipulation to prevent sticking to the base metal and keep the arc lit. Furthermore, their slag hides the arc, and they require strict protection from moisture among other problems.
When you start the arc, the rod is cold and tends to stick to the workpiece like crazy, far easier than 7018 or stainless steel rods.
That happens because aluminum freezes fast. If the workpiece is hot from preheating or previous welding, it’s easier to start the arc.
These rods create an arc that’s very easy to extinguish if you dip or pull the rod even slightly as you weld.
Most arc starting and sticking issues are solved by setting a high amperage and preheating.
The flux coating is useful because it creates the necessary shielding gases. It also generates a protective slag material that dissolves the oxide layer, traps impurities, and cleans the weld metal.
However, the flux creates many issues because:
- The gases make the arc unstable and easy to extinguish.
- The unstable arc also creates heavy spatter.
- When the arc stops, the flux material fuses on the metallic tip, creating a coating. This coating acts as an electrical insulator and prevents restarting the arc. Hitting the rod on the joint can break a big part of the brittle flux. Exposed wire sticks to the metal even easier. Instead, you can scratch the tip on clean sandpaper.
- The slag material is very fluid and easy to solidify in the weld metal, forming slag inclusions. Inclusions make the bead weaker and uglier.
- The flux is porous and absorbs moisture from the air at fast rates. The high temperatures of the arc will break down water, releasing hydrogen and oxygen in the weld metal. Hydrogen causes severe porosity problems. Oxygen will rapidly form the notorious aluminum oxide, making the bead brittle and crack-sensitive.
- The slag material covers the puddle, and you cannot see it. This is a unique difficulty compared to other rods, preventing you from controlling the puddle.
As mentioned, the flux coating has issues with moisture. Depending on the air’s moisture, you only have a couple of hours to use the rods.
One way to solve this is to buy only the rods you need and open the package right before welding. One-pound packages contain sixteen 1/8″ (3.2 mm) rods or twenty-six 3/32″ (2.4 mm) rods. You can store the remaining rods in plastic vacuum bags.
Another way is using rod ovens to store the rods until you use them. With these ovens, you can bake exposed rods to remove the absorbed moisture. However, the temperature and time values are strict, or the flux will go bad from overheating.

Aluminum rods need a power supply with high open-circuit voltage (OCV) for easier arc ignition and maintenance. OCV is the voltage between the electrode and the workpiece before you start the arc.
If your welding machine can burn 7018s, it will burn aluminum rods too. If the OCV is too low, for instance, lower than 60-65V, the arc won’t be stable or won’t start at all.
If you are good with 7018 rods, making porosity-free starts, and keeping a tight arc without sticking the rod from start to end, with some practice you can weld with aluminum rods.
Now let’s see step-by-step the equipment, the settings, and the techniques you need.
1. Gather the basic welding equipment
The first step is to gather all the necessary personal protective equipment (PPE):
- Safety glasses protect the eyes from flying objects, and the slag material when you clean the bead. They also protect your eyes from UV rays if you accidentally start the arc before flipping down your helmet.
- A welding helmet protects your eyes and face from the arc’s radiation, spatter, and flying objects. Aluminum tends to create a brighter arc and stronger ultraviolet (UV) rays.
- Earplugs or earmuffs if you will use power tools.
- Thick welding gloves protect your hands from UV light, sparks, spatter, and hot metals. Aluminum gets really hot at a longer distance and for a longer time than steel. It’s easy to get severe burns.
- Fire-resistant clothes that cover all of your body. Never wear synthetic clothes because they are easy to melt or catch fire.
- Leather boots with steel toe guards are essential for repair work.
- A welding respirator with P100 filters. Aluminum and the flux on the rod generate fumes that quickly irritate the respiratory system.
After PPE, let’s see the basic equipment for the job:
- A DC stick welder with an open-circuit voltage (OCV) of 65V or higher. And enough amperage for the rod size you want to use.
- Acetone, alcohol, or a suitable alkaline product (soap) to remove grease or oil around the joint.
- A stainless steel brush to remove the oxidation, and the final slag material.
- A clean file to remove heavy oxidation, smooth the joint’s edges if needed, and clean the covered tip of used rods.
- A chipping hammer to chip off the slag.
- You may also need a flame torch either with propane gas for small workpieces or oxyfuel for large ones to preheat the workpiece.
2. Select the correct aluminum rod
For aluminum, you don’t need a special stick welder, but you need special welding rods.
The most common stick welding rod for aluminum is the E4043. This rod has a core aluminum wire and a special flux coating.
With it, you can stick weld almost all common aluminum alloys such as the 6061, 5052, and 3003. But also aluminum castings such as the 355, and 356.

The 4043 (or AlSi5) rod contains 5% silicon. Silicon makes it easy to melt, prevents hot cracking, and is suitable for high-heat applications.
However, it has low strength, and it’s not the best for severe corrosive environments. It’s also not suitable to weld different alloys, for example, 6061 to 5052.
For stick welding, you don’t have many rod options. After the easy-to-find 4043, you can find 1100 rods that weld the 1100 alloys used for high corrosion resistance applications. This rod is much weaker but more ductile than the 4043.
Use the thickest possible rod for the metal thickness and the joint type. Thick rods use higher amperage to melt the joint and keep the puddle liquid. With a thick rod, you also avoid multipass welds, which is beneficial for aluminum.
1/8″ rods are suitable for 3/32″ up to 3/8″ (9.5 mm) but ideally from 1/8″ to 1/4″ (6.4 mm) thick workpieces. This size is the easiest to find.
3/32″ rods are somewhat harder to use because their tip vibrates more.
5/32″ (4 mm) rods are great for thick workpieces because you can use much higher amperage and fill the joint quicker.
Keep the rod clean and avoid touching it with dirty hands or gloves to avoid porosity.
3. Remove dirt and the aluminum oxide
Stick welding can weld over dirty metals, but for aluminum, it’s wise to clean the workpiece.
- First clean the workpiece from oil, grease, cutting fluids, etc., by using a rag and proper solvents such as acetylene, or soap. Acetylene is very flammable, store the rag in a closed container to avoid fire from sparks and spatter.
- The simplest way to remove the oxide is with a clean stainless steel brush. Scrab in one direction only to avoid smearing the surface.
- A carbide bur is also suitable because it removes the oxide without smearing the surface.
- An angle grinder will leave oxide residue behind. You can use stainless steel wire wheels for fast work. You can also use discs made for aluminum work that can quickly remove stubborn dirt or coatings, etc. if you deal with an old casting. With improper handling, angle grinders can remove useful metal, making the joint weaker.
- When you remove the oxide, it’s best to repeat step 1 to remove oxide residues.
You can also use chemicals designed to remove aluminum oxides. With chemicals, you avoid scratching the surface or removing metal. But they are troublesome and have their safety issues.
Cleaning is very important for open-root butt joints to achieve the best penetration and avoid lack of fusion.
4. Prepare an aluminum joint
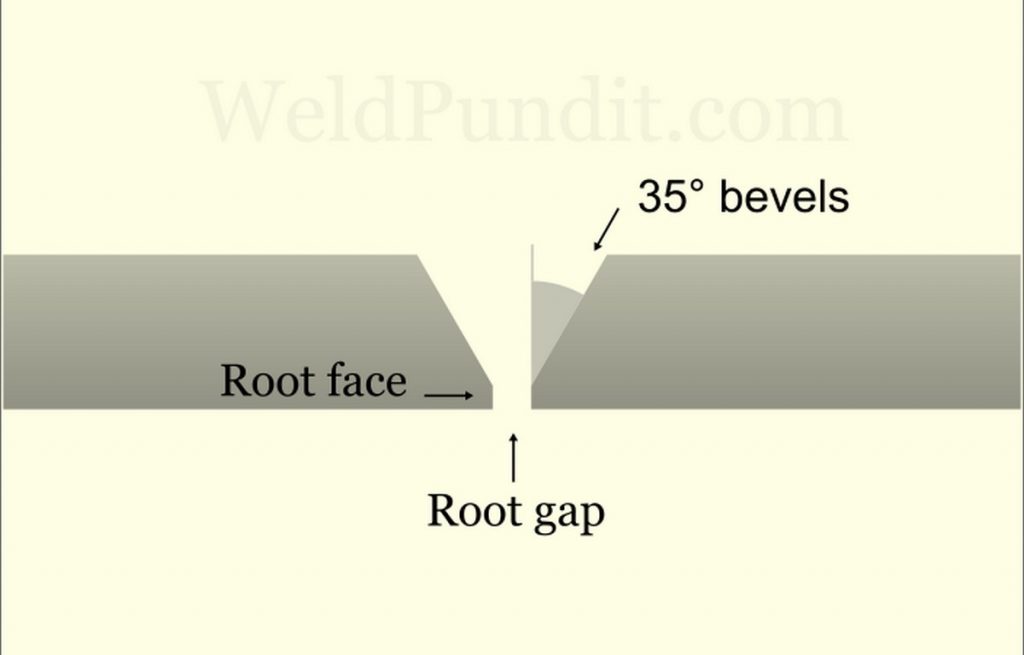
If you weld a butt joint, it’s best to bevel the workpieces to make a single-V joint.
Beveling the joint is more important to avoid the hot-cracking problem rather than deeper penetration. A higher portion of the base metal melts and dilutes with the filler metal to prevent cracking.
Beveling is vital for thicknesses 3/16″ (4.8 mm) and up. If you weld 6061, it’s best to bevel from 1/8″ (3.2 mm). For aluminum, bevel each side at least 35° up to 45°.
Aluminum open roots are easy to blow through. To prevent this and depending on the workpiece thickness set:
- A tight root gap from 1/32″ (0.8 mm) to 1/16″ (1.6 mm).
- A thicker root face from 1/16″ (1.6 mm) to 1/4″ (6.4 mm).
Fillet welds by nature dilute the weld metal more and are rarely beveled. But If you have thick aluminum, for instance, 3/8″ (9.5 mm) it would be helpful to bevel it.
Keep in mind that after cutting or beveling the metals you should clean them, especially if you:
- Use hot methods, for example, plasma cutting, because a new oxidized layer will form. This layer is thick, use a file or a power tool for faster work.
- Use a cutting method that leaves cutting fluids, smeared dust, etc.
A symmetrical fitup is essential. Irregular joints will blow through at the wider or thinner parts. Aluminum creates strong shrinkage forces. Avoid constrained joints to prevent cracking.
Finally, tack weld the workpieces to keep them in place.
It’s exceptionally hard to weld aluminum out of position because the puddle and the slag are too fluid. If possible, try to position the joint in the flat position, even fillet welds, to make welding easier.
5. Set the correct polarity
You always use DC+ polarity to stick weld aluminum. The reason is that welding rods are designed only for this polarity.
DC- will create an unstable noisy arc, spatter, and an inconsistent crowned bead. AC will not keep a lit arc and create a mess on the joint.
6. Set the correct amperage for your aluminum rod
Aluminum has a low melting point, but high heat conductivity requires a high amperage. High amperage starts the arc easier, prevent sticking the rod, and keeps the puddle molten.
The correct amperage for aluminum stick welding depends primarily on the rod thickness. After that, the workpiece thickness and temperature, the joint design, and the welding position.
If the workpiece is at room temperature, set the amperage close to the rod’s upper limit. With preheat, the required amperage is lower.
The following table shows typical amperage ranges of the 4043 rod for the flat position.
| Welding rod E4043 | Amperage range |
|---|---|
| 3/32″ (2.4 mm) | 50-80 |
| 1/8″ (3.2 mm) | 70-120 |
| 5/32″ (4 mm) | 100-160 |
| 3/16″ (4.8 mm) | 130-200 |
Most amperage recommendations and examples are for horizontal fillet welds. Closed butt and lap joints use similar amperage. Butt joints with open roots and outside corner joints need less (10-20%) amperage.
As mentioned, try to avoid out-of-position welding for aluminum. However, I’ll mention the basic rules for the vertical position:
- The uphill position needs a thinner rod, lower amperage, and a slower traveling speed. It’s the hardest welding position.
- Downhill needs a higher amperage and an even faster traveling speed.
Let’s see some typical examples for the flat position:
- For a 1/8″ fillet weld with a 1/8″ rod, use 100-110A. If you preheat, use 75A.
- For a 3/16″ fillet weld with a 1/8″ rod, use 120A. It’s recommended to preheat and use 100A.
- For a 1/4″ fillet weld with a 1/8″ rod, you always preheat and use 110-120A.
If you observe that the wire melts before the flux, causing a longer arc length inside the flux coating, it’s an indication of excessive amperage.
7. Settings of inverter stick welders for aluminum
Often inverter stick welders come with hot-start and arc-force features to make welding easier.
Hot-start increases the amperage when you start the arc. It’s very helpful when you weld aluminum to avoid cold starts, especially if you don’t preheat the metal. A value of 35-40% is usually enough.
Arc-force (or dig) increases the amperage if you decrease the arc length. This prevents extinguishing the arc and sticking the rod. Set the value around 20-25%.
If you don’t preheat, you should increase the previous values. Weldpundit has a detailed article on hot-start, arc-force, and anti-stick.
If you use a TIG machine for stick welding, it may be able to deliver pulsed current. Some dedicated stick welders also offer this feature. Pulsed current can reduce the difficulties and substantially improve your results.
Pulsed current has two amperage values. The first one is the amperage you set to penetrate the joint. The second amperage is reduced, most often 50%, to reduce the heat input but keep the puddle liquid. For aluminum, use a pulsing frequency of 2Hz.
8. It is always recommended to preheat aluminum
The main benefit of preheating is decreasing the fast heat dissipation to maintain the puddle, reduce strength loss, and lower the cracking risk. But also:
- Reduces the required amperage.
- Removes moisture from the surface.
- Starts the arc easier and keeps it lit.
- Increases penetration.
- Decreases lack of fusion.
- Flattens the bead.
- Prevents warping thin metals.
- Prevents residual stress.
Preheating it’s essential if the thickness is 1/4″ or higher. But also when the work is below room temperature, even for thin metals.
For metals thinner than 1/4″, preheating is not essential, but improves the results and makes welding easier.
There is an upper limit to the temperature. Higher preheating worsens the strength drop, and makes the puddle too fluid, among other problems.
For the common aluminum alloys, preheating to 200 °F (94 °C) is enough. If the workpiece is thick, preheat at the same temperature, but ensure the entire workpiece is preheated.
You can use 200 °F welding temperature sticks to know when to stop. Infrared digital thermometers are not as reliable because aluminum reflects the rays.
If you have a multipass weld, the interpass temperature must not go above 250 °F (120 °C) to keep the joint as strong as possible.
One practical way to tell you have the correct preheat temperature is when moisture on the metal evaporates (212 °F).
9. Use the proper rod manipulation
When you weld aluminum, you need accurate rod manipulation to get acceptable beads. You need the correct travel angle and direction, arc length, and traveling speed.
Aluminum rods need a tight traveling angle of 5-10° from vertical, for good shielding gas coverage and a short arc length.
You always pull the rod to push the slag material back, preventing slag inclusions.
When you start the arc, you want to keep a very short arc length, no more than the rod diameter. You almost touch the metal with the flux coating. You must keep this arc length steady until you finish the bead.
If your rod sticks to the metal, you shouldn’t increase the arc length, instead increase the amperage.
When you weld aluminum, you should avoid weaving beads because they are slow. Instead weld straight beads (stringers) with minimal side-to-side movement to avoid high heat input.
Because you cannot clearly see the puddle, you cannot control the traveling speed by keeping the arc in the front 1/3 of the puddle as you do with the other rods.
The traveling speed of aluminum rods is easily two times faster compared to steel rods. You should rely on your experience to guide the rod and pass the bead. With practice, you will find the correct speed.
The traveling speed is slower if you weld cold aluminum, but much faster if you preheat it.
If you use pulsed current, the speed is slower but the heat is enough to get a sound and easy-to-weld bead.
The traveling speed is not steady as you weld:
- When you start, for the first inch or so, you don’t weld that fast because the workpiece is cold. This prevents lack of fusion and a crowned bead at the starting point.
- As you progress, you should slightly increase the speed because the workpiece gets hotter. This prevents overheating the workpiece.
Fast speed is important, but if you end up with a concave bead, the filler metal didn’t have enough time to fill the joint. Concave aluminum beads are very weak and crack-sensitive.
The correct traveling speed is crucial to minimize the joint’s strength loss, cracking, blow throughs, and warping.
Finally, the ending crater must not be concave either. Try to fill the crater with enough weld metal before pulling the rod.
10. Let the workpiece cool down slowly and clean the slag
When you finish, let the workpiece cool down by itself. This protects the joint from further metallurgical changes but also makes slag removal easier. The slag material contains elements that corrode aluminum if you don’t remove it.
Often the white and weird-looking slag is tough and needs effort to remove. The hotter the workpiece is from excessive preheating or slow traveling speed, the worse it gets.
Too much effort with the chipping hammer or power tools creates marks and deep scratches on the metal.
An easier way is to use hot water to make the slag softer and use a brush with heat-resistant synthetic bristles to remove it.
Finally, rinse the joint with hot water to remove the remaining flux.
Conclusion
Aluminum stick welding is hard but useful for quick repairs or windy environments.
By using the correct equipment, following the proper procedure, and enough practice to get used to the fast traveling speed, you can pass satisfactory aluminum beads.
The most important things to remember are:
- Remove the oxidized layer.
- Preheat aluminum 1/4″ or thicker.
- Use dry uncontaminated rods.
- Use enough amperage.
- Hold a tight arc.
- Move fast without pausing.
If you want to weld aluminum frequently, it would be best to switch to:
- The easy-to-use MIG welding for workpieces 1/8″ or thicker.
- TIG welding if you want the best results for thin aluminum, but it’s hard to learn.
Frequently asked questions
Can you stick weld aluminum with an AC welder?
With an AC stick welder, you cannot weld aluminum because aluminum rods burn properly with DC+ polarity. AC will not keep a lit arc and create a mess on the joint. You need a DC machine and set the electrode holder to DC+ polarity.
For example, you cannot weld aluminum with a Lincoln 225 AC, but you can with a Lincoln 225 AC/DC after you select the DC+ polarity. However, this machine only outputs 125A on DC. This limits you to 3/32″ and 1/8″ aluminum rods.
Is stick welding aluminum strong?
While stick welding creates strong joints for most metals, it doesn’t create strong joints for aluminum. Aluminum is a metal that gets weaker from the welding heat, and this process creates an aggressive arc that inputs too much heat into the joint.
For example, the popular 6061-T6 aluminum alloy has 40,000 psi tensile strength but after welding only 25,000 psi. Furthermore, the common E4043 rod has a low tensile strength of 30,000 psi at best.
Stick welding is also prone to porosity, which makes the bead less dense. With this process, aluminum oxide is easy to contaminate the weld metal. This makes the final bead brittle and crack sensitive.
Can you stick weld thin aluminum?
Stick welding thin aluminum is exceptionally hard because this process creates a strong arc that tends to blow through thin metals.
Thin aluminum saturates with heat very fast and with a low melting point is easy to melt. With enough practice, you can weld thicknesses of 1/8″, 3/32″, or slightly less.
Furthermore, the hard-to-restart aluminum rods and the fluid slag don’t allow techniques such as multiple overlapping tack welds.
Better options for thin aluminum are MIG, and even better, TIG welding. Oxyfuel welding is suitable for thin aluminum but needs a lot of skill.
More Weldpundit articles