Can You Weld Cast Iron to Steel? And How to Do It
Wondering if you can weld cast iron to steel is a common question because the two metals are quite different. While steel is easily welded, cast iron is not.
You can weld most cast-iron types to steel with the proper consumables and a well-defined procedure that considers their mechanical and chemical differences. It’s similar to typical cast iron welding since it is the harder to weld metal. However, joining these metals together is not recommended for critical work.
Welding cast iron to steel is not recommended for welds that must endure heavy or frequent mechanical or thermal stress.
But you can weld them for simple jobs, for example, adding mild steel to repair a casting’s broken corner or fabricating some art with those materials.
If you are new to cast iron, Weldpundit has an article on cast iron’s weldability for beginners.
Table of Contents
- What’s the difference between cast iron and steel?
- What is the best way to weld cast iron to steel?
- Can you use MIG welding?
- Can you use TIG welding?
- How to weld cast iron to steel?
- An alternative way to bond cast iron to steel
- Conclusion
- Can you weld cast iron to stainless steel?
- Can you weld cast iron to galvanized steel?
What’s the difference between cast iron and steel?
The main difference between cast iron and steel is the carbon content. Cast iron has 1.7-4% carbon and steel 0.05-1.7%. Furthermore, cast iron has a higher amount of silicon and a higher amount of impurities. These differences affect characteristics such as castability, weldability, hardness, ductility, melting point, and shrinkage rate.
1. The most significant difference is the carbon content
Carbon steels are simple iron alloys. Their weldability depends on how much carbon they have:
- The most common steel is the low-carbon or mild steel. It contains 0.05-0.30% carbon and is by far the easiest metal to weld.
- After that, there is the medium-carbon steel with 0.30-0.50% carbon which is hard to weld. That’s because it gets hard and brittle when it cools down, and it may crack. To avoid cracking, medium carbon steel needs preheating.
- What follows is the high-carbon steel with 0.50-0.90% carbon and is very hard to weld. High-carbon steel needs higher preheating and additional post-welding heat treatment to prevent it from getting brittle.
- Finally, steel with ultra-high levels of carbon 0.90-1.70% is rarely welded. That’s because it is used for hardened tools and equipment, and the metallurgical changes caused by welding heat will not allow it to serve its original purpose.
Since high-carbon steels are so hard to weld, it is easy to figure out that cast iron that usually contains 3%-3.5% carbon is exceptionally hard to weld. There are four basic cast-iron types:
- Gray iron is by far the most common. It is very brittle with almost no ductility (elasticity). This makes it very easy to crack, especially when it cools down. To avoid cracking, you preheat the casting and prevent it from rapid cooling after welding it. However, you can weld gray iron without preheating in certain cases mentioned later.
- White iron is too hard and brittle and practically unweldable. The same applies to all high-alloyed cast irons.
- Malleable iron was white iron that went through heat treatment and gained ductility. For this, it is weldable with fewer chances of cracking than gray iron. However, without additional heat treatment, the welding heat will make malleable iron harder and remove the heat-affected zone’s (HAZ) ductility. The HAZ is the area next to the bead.
- Ductile (or nodular) iron gains ductility from added alloying elements like magnesium. Like malleable iron, it has lower chances of cracking but loses ductility in the HAZ.
The huge amounts of carbon make cast iron brittle even before you weld it. As a result, the rapid expansion caused by welding heat can crack it.
After welding, the hot iron will get even harder as it cools down and become even more brittle. If it contracts rapidly, it will crack at multiple points.
The carbon content can also migrate into the weld metal, making it hard and brittle.
2. Their melting point also differs
Another difference between the two metals is their melting point.
Cast iron has a lower melting point of 2200 °F (1205 °C). On the other hand, carbon steel melts at 2600 °F (1425 °C) up to 2800 °F (1540 °C) depending on the composition.
This difference is huge, and you need to keep it in mind when you weld these metals together.
3. They have different volume changes under high temperatures
The volume changes from expansion and contraction when you weld them are also different.
Gray iron stays the same, and if expansion or contraction forces get strong enough, it will break. Malleable and ductile iron expand and shrink slightly. This will lower their cracking risk.
On the other side, steel expands and contracts much more. These movements will add additional stress on the cast iron side. This is the main disadvantage of the steel component.
4. Cast iron contains many impurities
By nature, cast iron, especially low-quality castings, contain various impurities such as:
- Free carbon.
- Sulfur and phosphorous.
- Oil and grease.
- Sand.
- Air gaps.
These impurities mix in the puddle and cause many defects such as porosity and hot cracking. Steel is much cleaner in comparison.
Cast iron also has higher wear, abrasion, and corrosion resistance. It can also absorb vibrations far better than steel.
What is the best way to weld cast iron to steel?
The stick welding (SMAW) process combined with nickel rods is the best process to weld cast iron to steel. Furthermore, proper pre- and post-welding heating, followed by a slow cooldown, offers the best chances to avoid cracking. However, for light work, you can avoid the pre- and post-welding heating steps.
Stick welding has many advantages that make it overall the best process for the job:
- Stick welding offers great manual control of the heat that goes into the metals.
- It has a variety of welding rods designed for this job.
- All cast-iron filler metals are costly, but you can buy a small 1 lb (450gr) package of stick rods.
- With stick welding, you can skip preheating if you use cast-iron nickel rods.
- It is a portable process and more convenient for fieldwork.
Here is an article on how to stick weld cast iron.
Best stick welding rods
The best welding rod to weld cast iron to steel is the ENiFe-CI. After that, you can use the ENi-CI or the ENiCu. The steel rod ESt and the common welding rods are not recommended because they don’t offer enough ductility, and they shrink to a high degree. As a result, they cannot help against the contraction forces coming from the steel component.
Rods for cast iron have a nickel-based wire and a flux covering designed to offer:
- Weld metal with low expansion and contraction.
- Low penetration.
- Low carbon absorption.
- Machinable weld metal, so you can drill or cut it.
The ENiFe-CI or ENi55 electrode contains nickel (Ni), iron (Fe) and is made for cast iron (CI). Overall, it is the best rod because it resists carbon absorption from the cast iron, preventing the weld metal’s hardening. Also, ENi55 weld metal has high ductility and resists cracking caused by impurities trapped in the casting.
The ENi-CI or ENi99 rod can also weld dissimilar metals, but it is not as efficient as the ENiFe-CI. Also, it is more expensive and might crack if the casting has impurities. The advantage of this rod is that it leaves soft and machinable weld metal.
The ENiCu rod has high ductility, but lower strength and is more sensitive to carbon absorption.
Can you use mild steel rods?
If you weld cast iron to steel with an ESt rod or with common rods such as the E7018, E6013, or even worse the E6011, you will have a high risk of cracking. These rods will start as low-carbon rods and end up as high-carbon weld metal without ductility. As a result, the weld metal will shrink to a high degree, pulling and cracking the cast iron.
The ESt rod is made for cast iron, but it offers weld metal without ductility. It is suitable for small repair welds on gray iron, but it might crack if one of the parts is steel.
Use these rods for small repair welds or low-value projects. They need higher pre- and post-welding heating than nickel rods and a flawless welding procedure.
Weldpundit already has a detailed article on welding rods for cast iron.
If you want to avoid the high cost of nickel rods, try at least to obtain one or two. First, use them for welding the surface of the cast iron component. We call it buttering. This method seals the cast iron side so no carbon or impurities can pass beyond the new nickel surface. After that, you can use other cheaper rods, such as the ESt or even the E7018, to weld it with the steel component.
Can you use MIG welding?
You can MIG weld cast iron to steel using: the short-circuit transfer mode, nickel wire made for cast iron, 75% argon and 25% helium shielding gas, and the proper procedure. The big disadvantage of MIG welding is the high cost of the nickel wire and the additional gas.
The ERNiFe-CI wire is the best one for the job. But the smallest two-pound (900gr) nickel spool wire will cost you more than $100.
Furthermore, you must add the additional cost of the proper shielding gas. For the short-circuit mode, the wire manufacturers recommend using a gas mixture of 75% argon and 25% helium.
But you can also use the tri-mix for stainless steel if you already have one. Either way, both cost more than common shielding gases for steel.
Using mild-steel wire, such as the ER70S-6, is not recommended even for light work because it has a high risk of cracking similar to or worse than stick rods.
However, if you want to try, use 75% argon and 25% CO2 gas since it offers lower penetration than 100% CO2.
Can you use TIG welding?
You can TIG weld cast iron to steel by using nicker rods such as the ERNiFe-CI or the ERNi-CI, and the proper procedure. It is critical to ensure that both base metals (particularly cast iron) and the filler metal are absolutely clean.
Using mild-steel rods, such as the ER70S-6, is not recommended because it has a high risk of cracking similar to or worse than stick rods.
Completely removing the flux from a nickel stick rod and TIG weld with it is a better option.
How to weld cast iron to steel?
The most common scenario is when you have a decorative gray iron casting with a broken part, and you want to fill the missing part with mild steel since it is easy to find and work with. Before starting, ensure you wear all the necessary PPE equipment.
1. Identify the metals
The first step is to identify the metals. The most common iron is gray iron, but there might be a chance you have malleable or nodular iron.
If you make a mistake in identifying the steel component, the procedure you’ll use will still work with most steels. But it is important to know with cast iron you have.
There is another reason to check the casting part. It might be cast steel rather than cast iron. This is good because cast steel is almost as weldable as typical steel.
Weldpundit already has a detailed article on how to identify metals. If you are unsure what cast iron you have, weld it with a NiFe-CI filler metal.
2. Clean both metals
Hard-to-weld metals need clean joints, and cast iron often contains various impurities. Clean at least 1″ (25.4 mm) on each side of the joint to bright metal.
You can use an angle grinder and after that a file to remove any remaining carbon or abrasive material.
If the cast iron component has absorbed oil, you can use a flame torch to burn it. Or you can use non-chlorinated degreasers to remove the oil.
Never use a product that contains chlorine in welding environments because an arc or a gas flame can create various poisonous gases from it.
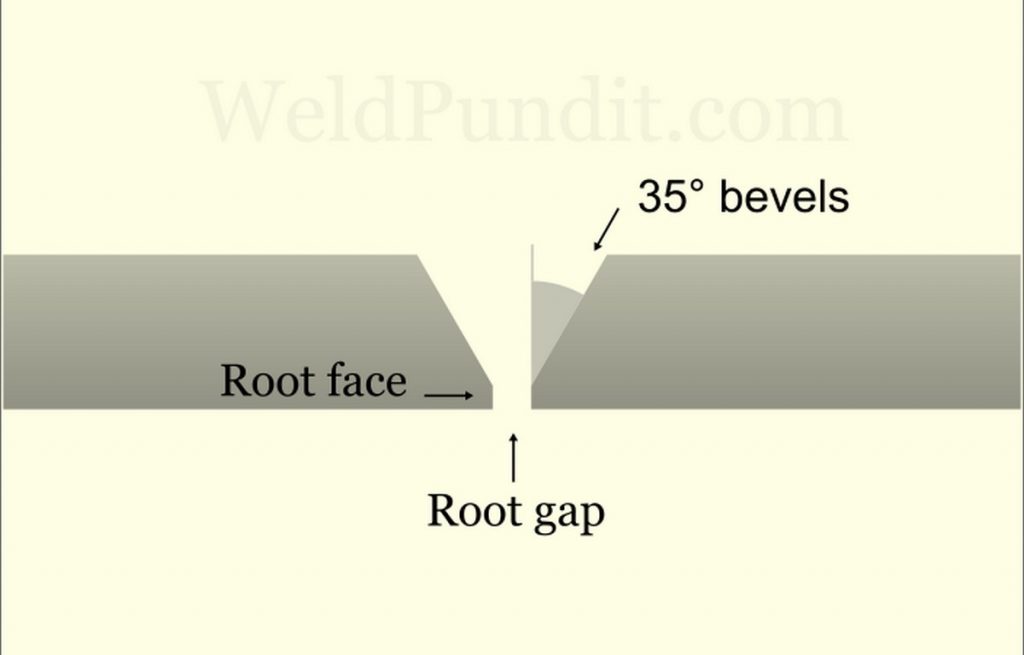
3. Prepare the joint
If you use nickel filler metal, the bevels must be at least 35 degrees to improve the fluidity of the sluggish weld metal.
The best way to bevel the cast iron side is with a hammer and a chisel. This way, you avoid contaminating the porous casting with abrasives.
The second-best way is to use a die grinder with carbide burrs. But be careful of any flying debris.
Finally, you can use a small diameter angle grinder. Be careful not to put too much heat in the casting. There must be no discolorization. Then use a file to remove any residual abrasive material.
4. Preheat the joint
Preheating will prevent uneven temperatures in cast iron and decrease the cracking risk, especially when it cools down. You can preheat with an oven or a flame torch.
You can check the temperature with welding temperature sticks. The typical preheating temperature of gray iron is 500 °F (260 °C). You can use a digital infrared thermometer, but they are not as reliable.
Until you finish welding, ensure that the temperature stays the same. Reheat the metals if necessary.
5. Weld small beads scattered over the joint
You cannot pass a continuous bead even if you preheat the metals. The cast iron part will absorb too much heat and will fill with multiple cracks. Instead, weld small 1″ (25.4 mm) beads scattered over the joint, not next to the previous one.
Some additional tips:
- Since one side is cast iron and the other steel, you should focus the arc or the flame if you use oxyfuel equipment slightly more on the mild-steel component. This way, you will:
- Input less heat into the casting.
- Prevent large amounts of carbon and impurities from entering the puddle.
- Offer more heat to the steel component since it has a higher melting point.
- It would be best if you weld straight beads (or stringers) without weaving.
- The traveling speed must be fast to avoid putting too much heat on the casting.
- Keep a short arc length.
- Use the lowest amperage possible.
- Avoid starting the arc on the casting but on the joint or on the previous beads.
- Always fill the crater. If there is a gap, the shrinkage forces can crack it.
- If a crack appears, stop and drill holes at both ends to stop it from expanding. Then bevel it and weld it.
- If your casting is irregular, weld the thicker areas first.
- Put the working (or grounding) clamp on the casting for a better connection, especially if you MIG weld.
6. Peen each bead
Peening is the process of repeatedly hitting each bead with a small rounded hammer using medium force.
Peening will counter the weld metal’s shrinkage and is very important since one side is steel. As mentioned, steel will pull the casting, and it might crack it.
If you do not use nickel-based filler metals, peening is of utmost importance, and you should never forget it.
7. Reheat before letting the metals cool down
After you finish welding, you must ensure the metals have at least the same preheating temperature, spread out evenly. Check the temperature and reheat the metals if necessary.
8. Protect the metals so they can cool down slowly
The most important step to prevent the cast iron part from cracking is to cover it with insulation as it cools down. If you used an oven to preheat, use it again to cool the metals slowly.
Otherwise, you can use welding blankets, similar fiberglass material, or dry sand.
Can you weld them without preheating?
If you cannot or don’t want to use preheating to weld cast iron to steel, then you must: use only nickel-based filler metal, weld very short beads scattered all over the joint, and never forget to peen them. Finally, leave each bead to cool down completely before passing the next one.
Keep in mind that cold welding doesn’t offer the best results. But it would be good enough since welding cast iron to steel is meant for non-critical projects.
The most important steps here are:
- Always use nickel filler metal to benefit from lack of shrinkage, high ductility, and low carbon absorption.
- You must leave each bead to cool down before you weld again. You must touch the bead with your bare hand, but don’t let it get under 100 °F (38 °C).
Skipping the preheating part when you want to use typical filler metal is not recommended. The cast iron part and the weld metal will almost certainly fill with cracks when they cool down.
Without preheating, you also skip steps 7 reheating, and 8 slow cool down.
An alternative way to bond cast iron to steel
Welding offers penetration into the base metal, offering a strong joint. But it is also the main cause of cracking. If your project doesn’t need this strength, you can use the braze welding method.
Braze welding is similar to fusion welding but uses a different filler metal based on copper. The equipment and joint design are the same.
This method melts only the filler metal, but not the base metal. This greatly reduces the cracking risk. It is also cheaper than using nickel rods.
But it lacks the strength and heat resistance of fusion welding. Furthermore, it always leaves a goldish bead.
Weldpundit has an article that discusses when it is better to braze or weld cast iron.
Conclusion
Cast iron and steel are very different. Therefore, joining them is not recommended for critical work because the joint might fail under demanding service conditions.
For the best results, use nickel filler metal, such as the NiFe-CI. Preheating at least the cast iron part will increase the success rate. Always ensure a slow cooldown.
If your project doesn’t need welding’s strength or heat resistance, braze welding is a great alternative.
Related questions
Can you weld cast iron to stainless steel?
It is possible to weld cast iron to stainless steel. Still, it’s not recommended for any critical work because the two metals have very different mechanical and chemical properties. You can weld these metals together for simple projects, for example, artwork.
There are three main types of stainless steel. Austenitic, ferritic, and martensitic. Austenitic is the most popular and the most weldable. If a magnet doesn’t stick to stainless steel, it is austenitic. Popular grades are the 304 and the 316.
Welding cast iron to stainless steel is troublesome because they are so different:
- Cast iron is a brittle metal. Even the ductile irons cannot compete with the ductility of austenitic stainless steel.
- Stainless steel has a far higher tensile strength (how much you can pull it before it breaks) and corrosion resistance.
- Cast iron stays firm under the welding heat and keeps its shape. Stainless steel, on the other hand, has a huge expansion and contraction rate that will put immense stress on the cast iron part and will crack it.
The best filler metal for the job is the NiFe-CI and, after that, the Ni-CI. These have the lowest shrinkage rate and help to counter stainless steel’s volume changes.
Since stainless steel expands and contracts so much, it would be better to avoid preheating.
Can you use stainless steel filler metal?
It is a bad idea to weld the cast iron part using stainless steel filler metal, such as the 309 or the 312. These are popular to weld dissimilar metals, but cast iron contains way too much carbon.
When a puddle forms, the carbon in the casting and the chromium in the filler metal will combine chemically to form chromium carbide. This is a very hard and brittle material that will crack right away when the bead starts to cool down.
Furthermore, since chromium is no longer free to prevent corrosion, the bead and the steel’s HAZ will rust.
Weld stainless steel to cast iron with the buttering method
The buttering technique is very helpful to keep the carbon away from stainless steel. First, you weld the surface of the cast iron part with a nickel filler metal.
After that, you can use a cheaper stainless steel filler such as the 309L to weld the nickel surface to the stainless steel part.
Since the two metals are so dissimilar, you might want to consider other joining methods, such as braze welding. Or even using bolting or epoxy products if they can hold the metals depending on their size, shape, and service conditions.
Can you weld cast iron to galvanized steel?
You can weld cast iron to galvanized steel if you remove the zinc coating first. After that, it’s like welding cast iron to typical steel. Alternatively, you could use the braze welding method since it gives good results without damaging the zinc coating.
Galvanized steel has a firmly attached layer of zinc on the surface to prevent rust. Zinc has a low boiling point. If you weld it, it will vaporize, creating a large plume of harmful fumes. If you breathe these fumes, you will get metal fume fever (link to pubmed).
Furthermore, if zinc enters the puddle, it can cause hot cracking along the bead. Even if there is no immediate cracking, the resulting bead will have many defects such as porosity, making it weaker.
Therefore, if you want to weld galvanized steel, you must remove the coating at least 2″ (50 mm).
After that, it would be best to use a NiFe-CI filler metal since it can tolerate residual zinc left in the steel.
Braze welding is very efficient at joining dissimilar metals. It doesn’t melt the base metal and will not damage the zinc coating. The resulting bead is strong enough to hold small to medium projects for non-critical work.
If the metals you join are big and heavy, welding is the better option.
More Weldpundit articles